【 玻璃钢夹砂管_玻璃钢阳极管诚信可靠】
更新时间:2025-05-30 17:25:54
Tags: 玻璃钢夹砂管


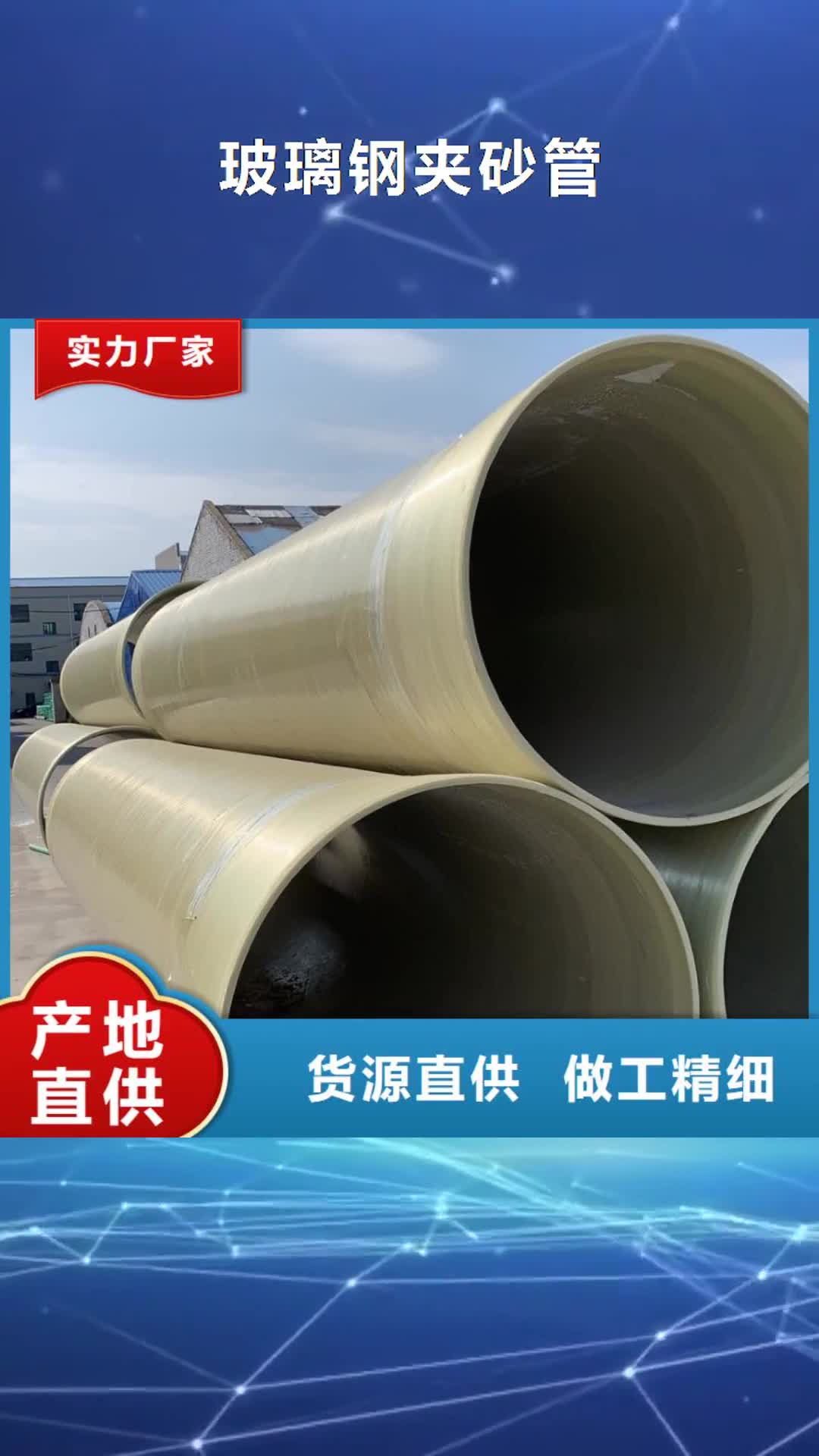

为了让您更好地了解玻璃钢夹砂管产品的优势和特点,我们特意制作了产品视频。请您在空闲时间观看,相信会给您带来一份全新的体验和感受。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 河北 |
| 品牌 | 冀鳌 |
| 材质 | FRP |
| 规格 | DN50-DN3000MM |
| 颜色 | 本色 |
| 刚度 | 5000-20000 |
| 压力 | 0.25-1.6MPA |

玻璃钢夹砂管,【衡水冀鳌玻璃钢制品
(河南省分公司)hbzp2733-75】为您详细解读玻璃钢夹砂管的相关知识和资讯详情,zUK7tjFvR关于产品的实时报价、更多参数信息请联系我公司,联系人:张经理-【15933812366】,地址:枣强门庄工业区。

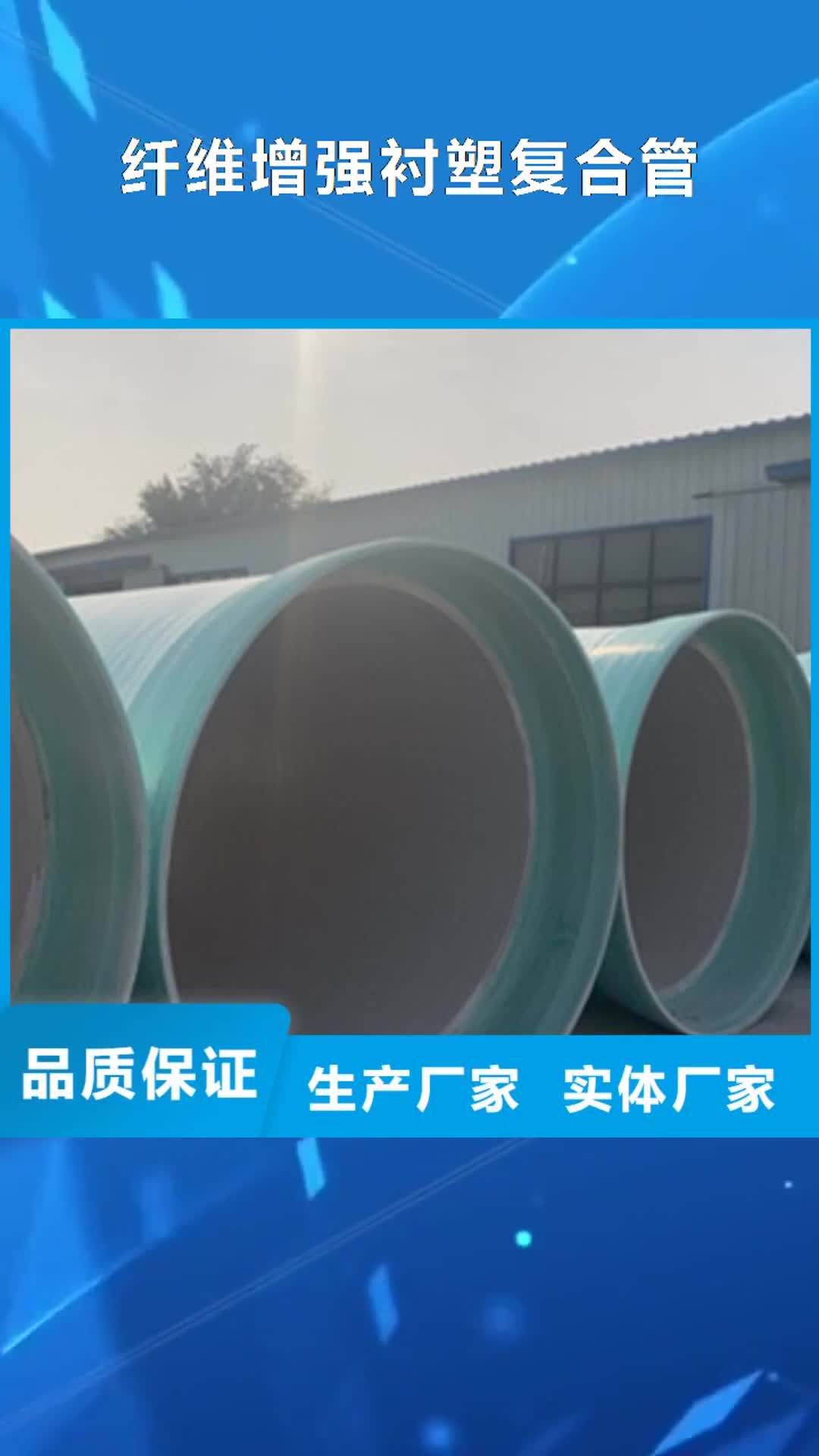
玻璃钢除臭风管可以应用于石油、化工及排水等行业。随着我国玻璃钢管道生产发展快,数量逐年上长,应用范围及部门也越来越广。 一、制造玻璃钢管道的方法 交叉缠绕工艺、离心浇铸工艺、连续缠绕工艺 二、玻璃钢管壁的结构说明: 玻璃钢管壁结构从内到外分别为:玻璃钢内衬层、玻璃钢次内衬层、玻璃钢缠绕层、玻璃钢外部保护层。 玻璃钢内衬层、玻璃钢次内衬层起防腐、防渗作用,缠绕层担负起管道的强度和刚度作用,外保护层起抗老化、防腐蚀、抗日晒的作用。 三、玻璃钢管道的制作工艺流程 玻璃钢模具准备 ?设备调试、原材料准备 ?玻璃钢管道内衬制作 ?远红外固化站内衬固化 ?玻璃钢管道内衬质量检验 ?玻璃钢管道增强层缠绕 ?远红外管道整体固化 ?玻璃钢管道外观及主要尺寸检验

4) 玻璃纤维网格布长度、宽度不够时一定要采取搭接的方法,才能提高搭接处的切向承载能力,从而有效地克服径向拉应力、弯曲接应力和弯曲切应力。玻璃纤维布在接缝处的搭接长度一般为50~100mm;而且每层玻璃纤维布接缝处与相邻层接缝应有一定距离。相邻层之间的纵、横搭接缝距离应大于300mm,同层搭接缝距离不得小于500mm。 5) 糊制圆形风管时,玻璃布可沿径向45度角的方向剪成布带;糊制圆锥形制品时,可按扇形裁布。 6) 风管加固,矩形风管的边长大于900mm,且管段长度大于1250mm时,应进行加固。加固尽量采用本体材料(纤维增强胶材料)在大应力处设置加强盘,提高截面模量,从而提高管体整体强度。风管的加固也可在风管制作完毕后,采用经过防腐处理过的金属或其他耐腐材料进行加固,加固件应与风管成为整体,并采用与风管本体相同的胶凝材料封堵缝隙。

(3)远红外深度固化 我厂生产制造的玻璃钢管道都必须进行远红外深度固化处理,目的是:可以提高内衬层的固化度,改善管道的抗腐耐温性能; (4)过程质量检验 在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是否合格,不合格的严禁上机缠绕。 (5)缠绕工序 将设计好的参数输入机,待内衬固化后,由机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。 (6)红外线固化 管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。




大家都爱看